Marcatura laser su plastica
Questa sezione offre informazioni che vanno dai principi della marcatura e lavorazione della plastica ai vantaggi raggruppati in base alla lunghezza d'onda del laser. Presenta esempi di marcatura e i marcatori laser migliori per diversi materiali, come ABS, resina epossidica e PET.
- Tipi di marcatura/lavorazione della plastica
- Meccanismo del viraggio del colore sulla plastica
- Tasso di assorbimento per la plastica
- Plastica ABS
- Resina epossidica
- Plastica PET
Tipi di marcatura/lavorazione della plastica
Rimozione della vernice

Rimuovere la vernice o la stampa sulla superficie del target per far risaltare il contrasto con il colore del materiale di base.
- (Esempio) Interruttore del quadro strumenti di un'auto
- Quando il disegno cambia, con i metodi tradizionali che utilizzavano stampa o stampi era necessario cambiare la lastra di stampa. Un marcatore laser consente una gestione flessibile cambiando semplicemente il programma.
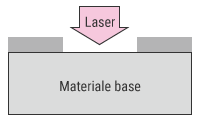
Ablazione della superficie


Rimuovere/incidere lo strato superficiale con un laser.
- (Esempio) Mezzo taglio
- Utilizzare un marcatore laser per lavorare una sezione di taglio. Nel metodo tradizionale veniva usato un attrezzo di taglio. Questo causava però problemi come la difficoltà di regolazione e cambi laboriosi tra i diversi tipi di prodotto. Inoltre, il metodo comportava dei costi per la sostituzione della lama e vi era il rischio che la lama si inceppasse nel prodotto.
Viraggio

Irradiare un target di plastica con un laser per sviluppare un colore nel target stesso.
- (Esempio) Marcatura su un'area estesa su LSI
- L'utilizzo di un laser per irradiare la plastica ai fini della colorazione senza incisione garantisce danni minimi al target durante la marcatura. Inoltre, è possibile marcare contemporaneamente tutte le aree fino a 330 × 330 mm. Non essendo più necessario spostare i target come avveniva con i metodi tradizionali, i costi delle attrezzature meccaniche si riducono.
Saldatura
Utilizzare il calore della radiazione laser per saldare e unire parti in plastica.
- (Esempio) Saldatura di materiale plastico trasparente e colorato
- È noto che la saldatura a ultrasuoni e vibrazioni influisce negativamente sui prodotti e causa sbavature dovute alla fusione. Per contro, la saldatura laser è un metodo senza contatto e non danneggia il prodotto né causa bave.

Meccanismo del viraggio del colore sulla plastica
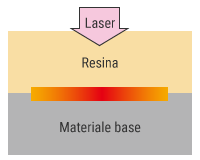
Espansione
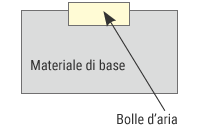
Quando il materiale di base viene irradiato con un laser, l'effetto termico della radiazione all'interno del materiale genera delle bolle di gas. Le bolle gassificate e vaporizzate si trovano nello strato superficiale del materiale di base e creano un rigonfiamento biancastro. Queste bolle sono particolarmente visibili con materiali di base più scuri e portano a una "lieve" colorazione.
- (Esempio) Colore del materiale di base:
-
- Nero→
- Diventa Grigio
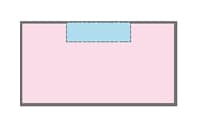
- Rosso→
- Marcatura rosa
Condensazione
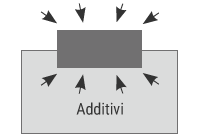
Quando il materiale di base assorbe l'energia del laser, l'effetto termico aumenta la densità molecolare. Le molecole si condensano e il colore cambia diventando più scuro.
Carbonizzazione
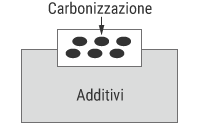
Quando un'area riceve in modo continuo un'energia elevata, le macromolecole dell'elemento attorno al materiale di base vengono carbonizzate e diventano nere.
Trasformazione chimica
Gli elementi del "pigmento" nel materiale di base contengono sempre ioni metallici. La radiazione laser cambia la struttura cristallina degli ioni e il livello di idratazione nei cristalli. Di conseguenza, la composizione dell'elemento stesso subisce una trasformazione chimica, determinando un viraggio dovuto alla maggiore intensità del pigmento.
Tasso di assorbimento per la plastica
Variazioni del tasso di assorbimento del materiale in base alla lunghezza d'onda
Il grafico sotto mostra il tasso di assorbimento di un laser fondamentale (1064 nm), un laser verde (532 nm) e un laser UV (355 nm) per vari materiali plastici. Per PVC, ABS e polistirene sia i laser fondamentali che quelli verdi mostrano un elevato tasso di assorbimento, che garantisce una buona marcatura. Il tasso di assorbimento per la poliimmide invece varia a seconda della lunghezza d'onda: è molto alto per laser UV, mente è basso per un laser fondamentale.
- Tassi di assorbimento per vari materiali plastici
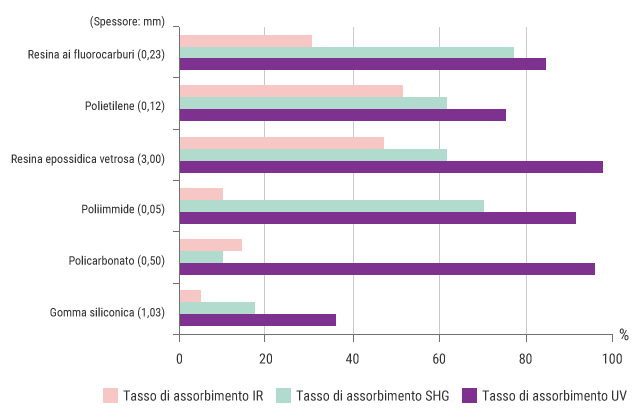
- I valori sono solo di riferimento e non tengono conto della riflettività della superficie.
Plastica ABS
Marcatura nera

L'irradiazione dalla luce laser si traduce in un colore nero sulla superficie della plastica. Sulla superficie la marcatura produce una finitura indelebile simile alla stampa.
- Fattore di selezione
- Fattori come il grado di colorazione e la densità dipendono dalla natura della plastica del target. I migliori sono i marcatori laser ibridi in grado di produrre un'alta potenza di picco anche con lunghezza d'onda standard. In linea di massima i marcatori laser CO2 non scoloriscono le superfici delle plastiche durante l'incisione.
- Modello consigliato
- Marcatore laser ibrido Serie MD-X

Marcatura bianca
L'irradiazione dalla luce laser si traduce in un colore bianco molto visibile sulla superficie della plastica. Sulla superficie la marcatura produce una finitura indelebile simile alla stampa.
- Fattore di selezione
- Fattori come il grado di colorazione e la densità dipendono dalla natura della plastica del target. I migliori sono i marcatori laser ibridi in grado di produrre un'alta potenza di picco anche con lunghezza d'onda standard. In linea di massima i marcatori laser CO2 non scoloriscono le superfici delle plastiche.
- Modello consigliato
- Marcatore laser ibrido Serie MD-X
Resina epossidica
Marcatura bianca

Le marcature sono bianche e nitide, quindi sono ideali per timbri, etichette e stampe. La finitura ad alta visibilità simile alla stampa non scompare come l'inchiostro.
- Fattore di selezione
- Lo spostamento del punto focale per la marcatura con sfocatura permette di ottenere una stampa di alta qualità con una buona visibilità, mantenendo al minimo la profondità dell'incisione.
- Modello consigliato
- Marcatore laser ibrido Serie MD-X
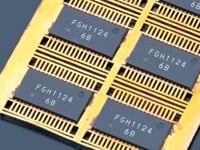
Marcatura priva di danni
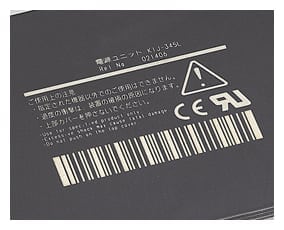
Marcatura su involucro di circuito integrato
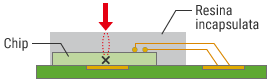
La marcatura priva di danni è il metodo migliore per marcare target in cui l'energia del laser potrebbe danneggiare la superficie del prodotto o il suo interno.
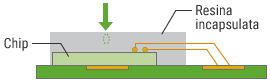
- Fattore di selezione
- I laser verdi sono efficaci nell'eliminare i danni all'interno di un prodotto con involucri sottili e in altre situazioni. L'alto tasso di assorbimento di vari materiali consente agli utenti di ottenere una marcatura superficiale molto visibile con soli pochi μm di profondità.
- Modello consigliato
- Marcatore laser UV Serie MD-U

Plastica PET
Marcatura priva di danni

Con plastica PET trasparente/traslucida, è possibile una marcatura in cui i caratteri bianchi sembrano galleggiare sulla superficie. Da bottiglie in PET a materiali a pellicola sottile, è possibile ottenere una marcatura senza microfori.
- Fattore di selezione
-
Quando si effettua la marcatura ad alta potenza, il surriscaldamento può provocare dei microfori. L'utilizzo di un laser con una lunghezza d'onda corta (9,3 μm) consente una marcatura nitida con danni minimi.
- Lunghezza d’onda standard
-
Metodo tradizionale
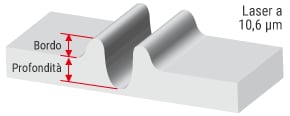
I danni sono ingenti e l'incisione profonda e grossolana.
- Lunghezza d'onda corta
-
ML-Z
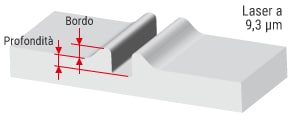
I danni sono ridotti e l'incisione superficiale e nitida.
- Modello consigliato
- Marcatore laser CO2 Serie ML-Z




